Paano at sa anong temperatura matunaw ang tanso?

Tanso - ang unang haluang metal na natutunan ng mga tao na gawin libu-libong taon na ang nakalilipas. Simula noon, ang mga bagay na tanso ay napakapopular. Ngayon, sinusubukan ng mga modernong manggagawa na iakma ang mga teknolohiya ng pandayan sa mga kondisyon ng tahanan, para dito kinakailangan na malaman ang komposisyon ng kemikal at pisikal na katangian ng tanso, pati na rin ang mga teknikal na katangian ng mga haluang metal na nakuha mula dito, kabilang ang aluminyo na tanso.
Ang artikulong ito ay nagsasalita tungkol sa isang mahalagang tagapagpahiwatig bilang Temperaturang pantunaw, at tungkol din sa kung paano i-stage-by-stage ang proseso ng pagtunaw at paghahagis ng bronze.



Temperaturang pantunaw
Umiiral talahanayan ng mga punto ng pagkatunaw ng iba't ibang uri ng tanso. Bago magpatuloy nang direkta sa pagtunaw, kinakailangang maunawaan kung ano ang tumutukoy sa temperatura kung saan ang isang partikular na metal ay nagsisimulang matunaw o ganap na nagiging likidong estado. Ang tanso ay talagang isang bilang ng iba't ibang mga haluang metal., na kinabibilangan ng tanso bilang pangunahing bahagi, at iba pang mga elemento bilang karagdagang (alloying) na bahagi.
Ang mga naturang alloying substance ay maaaring aluminyo, beryllium, lata, silikon at iba pa. Ang lahat ay nakasalalay sa kemikal na komposisyon ng tanso. pisikal na katangian metal, kabilang ang punto ng pagkatunaw. Upang matunaw ang isang tansong haluang metal, kailangan mong malaman ito komposisyong kemikal, ito ang tanging paraan upang matukoy nang tama ang punto ng pagkatunaw sa degrees Celsius. Tingnan natin ang mga punto ng pagkatunaw.

Purong metal
Bagaman lubhang hindi kapaki-pakinabang ang paggawa ng purong tanso, dahil ang mga teknikal na katangian nito sa maraming paraan ay mas mababa sa mga espesyal na grado na ginawa mula sa metal na ito sa industriya ng metalurhiko, gayunpaman, alam ang punto ng pagkatunaw ng tanso ay kinakailangan.
Bakit? Ang katotohanan ay ang mga grado ng tanso na ginagamit sa pambansang ekonomiya ay may isang hindi gaanong halaga ng mga alloying substance sa kanilang komposisyon, na itinuturing na mga impurities. Kaya, dahil sa hindi gaanong kahalagahan ng kanilang dami, ang temperatura ng pagkatunaw ng mga grado ng tanso ay malapit sa temperatura ng pagkatunaw ng purong tanso at ay humigit-kumulang 1084.5 degrees Celsius.
Tulad ng nabanggit na, ang punto ng pagkatunaw ay nakasalalay sa komposisyon ng sangkap, para sa kadahilanang ito, ang punto ng pagkatunaw ng tanso ay nag-iiba sa pagitan ng 900-1140 degrees Celsius.


Mga halo
Tin sa tanso binabawasan ang temperatura ng pagkatunaw ng naturang mga haluang metal, hindi ito lalampas 900-950 degrees Celsius.
Walang lata, kabilang ang mga tansong aluminyo ay may mas malawak na hanay ng mga naturang temperatura, na nakasalalay sa kemikal na komposisyon ng tansong haluang metal. Ang kanilang punto ng pagkatunaw ay 950-1080 degrees. Dapat ding tandaan na ang tanso ay mayroon mataas na lagkitsamakatuwid ito ay pinainit pagkatapos ng huling pagtunaw upang matiyak ang mas mahusay na daloy ng pagkatunaw. Tingnan natin ang proseso ng pagtunaw at paghahagis ng tanso sa mga yugto.


Hakbang-hakbang na pagtuturo
Sa mga kondisyon ng handicraft, higit sa lahat ang maliliit na bagay na tanso ay ginawa, halimbawa, mga elemento ng palamuti. Ang mas kumplikadong mga bahagi ay nangangailangan ng mataas na katumpakan na paghahagis, ang teknolohiya kung saan napakahirap ipatupad nang walang espesyal na inangkop para sa mga layuning ito lugarpati na rin ang espesyal kagamitan... Sa ilang mga kaso, kinakailangan na gumamit ng fine-tuning ng paghahagis sa nais na estado sa tulong ng pagtuwid. sa bahaytulad ng pag-alis ng labis na natunaw na materyal sa pamamagitan ng kamay, pag-sanding at pagpapakintab ng produkto.
Bago magpatuloy sa pagtunaw ng metal, dapat mo ihanda ang lugar at kumuha ng mga kinakailangang kasangkapan at kagamitan... Ang pangunahing kinakailangan para sa isang silid ay ang pagkakaroon ng mahusay na bentilasyon ng tambutso, pati na rin ang isang sahig na gawa sa hindi nasusunog na mga materyales tulad ng kongkreto, semento o ladrilyo. Sa paggawa ng mga maliliit na produkto, ang mga kinakailangang ito ay medyo simple upang sumunod, kung hindi, kakailanganin mong gamitin ang garahe.
Upang matunaw ang tanso sa bahay, kailangan mong bumili ng isang espesyal na muffle furnace na may kakayahang kontrolin ang temperatura, ngunit maaari kang makayanan sa isang simpleng pagmimina, kung saan ang uling ay magsisilbing gasolina.


Paghahanda ng instrumento
Ang isang baguhang caster ay dapat bumili o gumawa ng mga sumusunod na tool.
- Ang refractory crucible na gawa sa refractory material (tulad ng cast iron o steel) ay isang espesyal na sisidlan na may spout kung saan inilalagay ang mga piraso ng tinunaw na metal.
- Mga tool para sa pag-alis ng crucible mula sa pugon, na nagpapaliit sa panganib ng scalding - mga espesyal na kawit at sipit.
- Isang amag para sa pagbuhos ng tinunaw na metal, na ginawa gamit ang isang prasko at isang modelo.
- Ang mismong prasko ay dalawang kahon na naglalaman ng amag na puno ng buhangin.
- Isang welder's suit o isang napakasikip na apron at guwantes, ang layunin nito ay protektahan ang isang tao mula sa lumilipad na sparks at splashes ng tinunaw na metal.


Pagkatapos mong kumbinsihin ang pagkakaroon ng lahat ng nasa itaas, maaari kang magpatuloy nang direkta sa pagtunaw ng tanso.
- Painitin muna ang pugonpagtatakda ng temperatura gamit ang regulator. Ang temperatura ay depende sa kemikal na komposisyon ng tanso, tulad ng tinalakay natin sa itaas. Halimbawa, para sa aluminum bronze, ang temperaturang ito ay magiging katumbas ng 1040-1084 degrees Celsius.
- Sinusundan ito ng sigurado magpainit ng form, ito ay ginagawa upang ang tinunaw na metal ay hindi mag-freeze kapag ito ay pumasok sa isang malamig na lalagyan.Ang amag ay inilalagay sa oven kapag ito ay nagpainit hanggang sa isang temperatura na 600 degrees, pagkatapos ay ang thermostat ay nakatakda sa 900 degrees na posisyon. Kapag ang temperatura sa loob ng oven ay tumaas sa 900 degrees, ang amag ay naiwan upang magpainit sa loob ng 3-4 na oras, pagkatapos nito ay maingat na inalis gamit ang mga espesyal na aparato at pinalamig sa 500 degrees Celsius.
- Ilagay ang crucible na may mga piraso ng tanso, nilayon para sa pagtunaw, sa loob ng pugon na pinainit sa nais na temperatura ng pagkatunaw at dinala upang makumpleto ang pagkatunaw ng metal. Pagkatapos nito, ang crucible ay iniwan na mag-overheat para sa isa pang 5 minuto upang makamit ang mas mahusay na pagkalikido ng metal at mas mahusay na kalidad ng paghahagis.
- Kunin ang tunawan sa hurno o pandayin gamit ang mga kawit at sipit at simulan ang pagbuhos sa amag.

Tingnan natin kung paano gumawa ng tama form para sa pagkuha ng isang mataas na kalidad na produkto. Sa mga pandayan, ang ganitong hugis ay ginawa gamit mga prasko, kung saan ang pinaghalong luad, buhangin at pulbos ng karbon ay ibinubuhos. Ang prasko ay binubuo ng dalawang halves, ang bawat isa ay isang kahon kung saan ibubuhos ang molding sand.
- Una, kinuha nila ang unang kahon at sinimulang punan ito ng halo, ibuhos ito sa kalahati, ilagay ang modelo sa loob ng kahon.
- Dagdag pa, patuloy silang nagbubuhos ng maramihang materyal hanggang sa mapuno nila ang kahon hanggang sa pinakatuktok. Sa panahon ng trabaho, kinakailangan na patuloy na i-level at tamp ang molding sand.
- Ilagay ang pangalawang kahon sa itaas at patuloy na ibuhos ang pinaghalong luad, buhangin at pulbos ng karbon.
- Sa pangalawang kahon, kinakailangan upang magbigay ng mga sprues - mga butas para sa pagbuhos ng tinunaw na tanso sa amag.
- Kapag ang parehong mga kahon ay napuno sa itaas, paghiwalayin ang mga ito gamit ang isang matulis na bagay. Ang kalahati ng modelo ay nasa isang drawer, ang kalahati ay nasa isa pa.
- Maingat nilang inilabas ang modelo, muling ikonekta ang parehong mga kahon - ang nagresultang walang bisa sa loob ay ang amag para sa pagpuno.


Pagbuhos sa isang amag
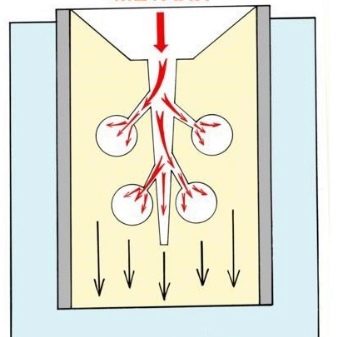
Ang tinunaw na metal ay ibinubuhos sa isang manipis na batis mula sa tunawan patungo sa paghahagis ng amag, tinitiyak na patuloy na dumadaloy ang patak. Kung ang bahaging ihahagis ay may kumplikadong balangkas, kailangan mong gumamit ng isang espesyal na centrifuge, na, sa tulong ng sentripugal na puwersa, ay makakatulong sa matunaw upang maayos na maipamahagi sa loob ng amag, ganap na pinupuno ito.

Paano pagbutihin ang kalidad ng produkto?
Sa totoo lang, sa totoo lang ang isang de-kalidad na item ay hindi makukuha sa bahay nang walang fine-tuning.
Maaari mo ring pagbutihin ang kalidad at hitsura sa pamamagitan ng paggawa hugis na may fusible na materyal... Upang gawin ito, gumawa muna sila ng isang plaster cast mula sa modelo, ayon sa kung saan ang aming bahagi ay gagawin, ang cast na ito ay dapat na binubuo ng dalawang bahagi, na kung saan ay fastened sa bawat isa. Ang paraffin o wax na natunaw sa tubig na kumukulo ay ibinuhos sa nabuo na lukab, at pagkatapos na ito ay solidified, ang plaster shell ay tinanggal.

Susunod, ang resultang low-melting na modelo ay inilalagay sa isang espesyal na masa ng paghahagis, na bumubuo ng mga butas para sa pag-draining ng paraffin at pagbuhos ng tinunaw na tanso. Pagkatapos nito, ang masa ng pandayan ay inilalagay sa tubig na kumukulo, natutunaw ang paraffin, at madali itong ibuhos mula sa amag.
Ang resultang paghahagis ng amag ay mas makinis at gumagawa ng mas mahusay na kalidad ng mga produkto kaysa sa isang maginoo na amag.


Ang sumusunod na video ay nagpapakita ng proseso ng pagtunaw ng tanso sa bahay.








